



 SZЫЎЛЗецПеБУ
SZЫЎЛЗецПеБУ
ВњЦЗЗжРрЃКецПеБУ
ПкОЖЃЈНјПк/ГіПкЃЉЃК70-175/70-150mm
СїСПЗЖЮЇЃК0.12-27m3/min
бяГЬЗЖЮЇЃК10-32m
ЯъЯИаХЯЂЃКЃЈЕуЛївдЯТБъЬтЛёЕУЃЉ
вЛЁЂВњЦЗИХЪіЃК
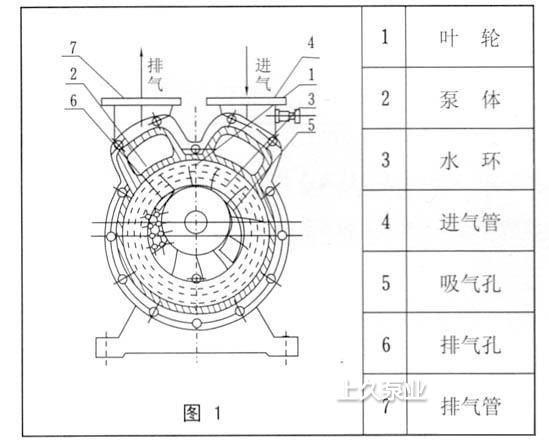
SZаЭЫЎЛЗЪНецПеБУМАбЙЫѕЛњЪЧгУРДГщЮќЛђбЙЫѕПеЦјКЭЦфЫќЮоИЏЪДадВЛШмгкЫЎЕФЦјЬхЃЌвдБудкУмБеЕФШнЦїжааЮГЩецПеКЭбЙСІЁЃ
SZаЭгаSZ-1ЁЂSZ-2ЁЂSZ-3МАSZ-4ЫФжжЙцИёЃЌБУЫљаЮГЩЕФецПеЖШЗжБ№дк86~95%жЎМфЁЃSZ-1МАSZ-2ЫљФмаЮГЩЕФбЙСІ1.0~1.4ЙЋНя/РхУз2ЃЌSZ-3МАSZ-4дкЫљХфЕчЖЏЛњЙІТЪШнаэЯТЕФбЙСІЗжБ№ЮЊ1.5ЙЋНя/РхУз2ЃЌШєдіМгЕчЖЏЛњЙІТЪЃЌбЙСІЮЊ2.1ЙЋНя/РхУз2ЁЃ
ЖўЁЂЙЄзїдРэ

АцШЈЫљга © ЛІICPБИ 11024687КХ ЩЯКЃЩЯОУБУвЕжЦдьгаЯоЙЋЫО  ЛІЙЋЭјАВБИ 31010702002167КХ
ЛІЙЋЭјАВБИ 31010702002167КХ
СЊЯЕШЫЃКСжЯШЩњ СЊЯЕЕчЛАЃК021-62821119 E-mailЃКshangjiupump@163.com ММЪѕжЇГжЃКЩЯКЃефЕК ![]()
 |
|
|
|
|
|
|
|
|
 |